E71T-11 Flux Core Welding Wire Features
E71T-11 gasless stainless steel flux cored wire welding GMAW (MIG) welding alloy
Designed for welding heat treatable base alloys,gasless flux-cored mig wire
Suitable for sustained elevated temperature service
All position, include vertical down welding,gasless flux cored mig wire
Gray - white(post anodized) color
Standard: AWS E71T-11
| Chemical Composition % |
C | Mn | Si | S | P | Al |
Grade E71T-11 | ≤ 0.30 | ≤ 1.75 | ≤ 0.60 | ≤ 0.03 | ≤ 0.03 | ≤ 1.80 |
E71T-11 Flux Core Welding Wire Down Load
 E71T-11 Flux Core Welding Wire.pdf
E71T-11 Flux Core Welding Wire.pdf
E71T-11 Flux Core Welding Wire Specifications
Mechanical Properties | Yield Strength (Mpa) | Tensile (Mpa) | Elongation (%) | AKV Impact Energy(J) -20℃ |
≥ 390 | 490 ~ 670 | ≥ 22 | ≥ 27 |
MIG Welding Current - A | Diameter(MM) | 1.0 | 1.2 | 1.4 | 1.6 |
Downward welding | 80 – 250 | 120 – 300 | 140 – 400 | 180 – 450 |
Vertical upward welding |
| 120 – 260 | 150 – 270 | 180 – 280 |
Vertical down welding |
| 200 – 300 | 220 – 300 | 250 – 300 |
Horizontal welding |
| 120 – 280 | 150 – 320 | 180 – 350 |
E71T-11 Flux Core Welding Wire video
E71T-11 Flux Core Welding Wire Factory Show

E71T-11 Flux Core Welding Wire Application
The gasless flux cored welding wire of structural parts of carbon steel and low alloy structural steel with tensile strength ≥ 490 MPA is the most widely used in the welding of important structures such as shipbuilding.

E71T-11 Flux Core Welding Wire Certification

E71T-11 Flux Core Welding Wire WHAT YOU GET
best E71T-11 flux wire welder - flux core stainless wire - gasless flux core welding wire
Choose Your stainless flux core wire Size in mm: 0.8mm / 0.9mm / 1.0mm / 1.2mm/ 1.6mm
Choose Your flux cored welding wire Size in inch: 0.030 / 0.035 / 0.040 / 0.045/ 0.063/ 0.079 / 3/16
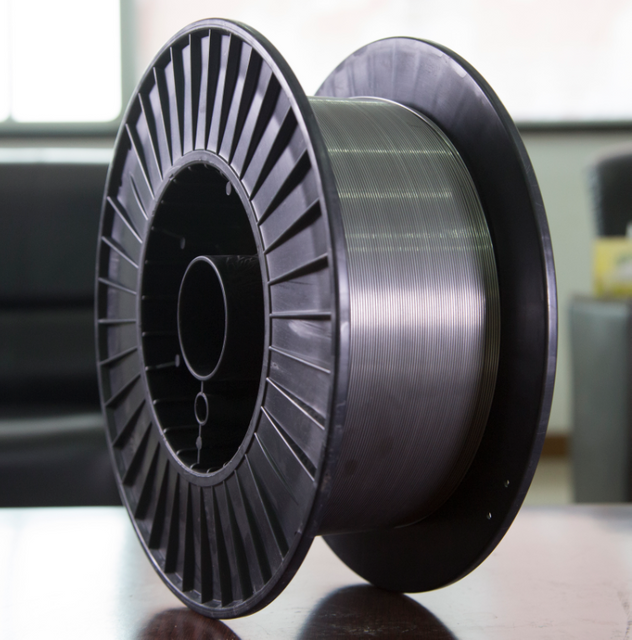
Choose Your flux welding wire Spool Weight(Package): 0.5kg / 2kg / 7kg
Choose Your stainless steel flux core wire Size: 1.2mm/ 1.6mm/ 2.0mm
Choose Your Wire tube Weight(Package): 2kg / 5kg / 10kg / 1LB / 2LB / 4.5LB / 15.5LB / 20LB
E71T-11 Flux Core Welding Wire knowledge
best gasless stainless steel flux cored wire Requirements
Electrodes on spools and in coils (including drums)shall be wound so that kinks, waves, sharp bends, overlapping, or wedging are not encountered, leaving theelectrode free to unwind without restriction. The outsideend of the electrode (the end with which welding is tobegin) shall be identified so it can be readily located and shall be fastened to avoid unwinding.
The cast and helix of electrode in coilsspools,and drums shall be such that the electrode will feed in an uninterrupted manner in automatic and semiautomatic equipment.
mig flux core wire Filler Metal Identification
The product information and the precautionary information required in Section 25, Marking of Packages, for marking each package shall also appear on each coil, spool, and drum.
Coils without support shall have a tag containing this information securely attached to the electrode at the
inside end of the coil.
flux core wire speed and voltage chart Coils with support shall have the information securely affixed in a prominent location on the support.
Spools shall have the information securely affixed in a prominent location on the outside of at least one
flange of the spool.
mig flux core wire Drums shall have the information securely affixed in a prominent location on the side of the drum.
flux core aluminum welding wire Packaging
Electrodes shall be suitably packaged to ensure against damage during shipment and storage under normal conditions.
The following product information (as a minimum) shall be legibly marked so as to be visible from the outside of each unit package.
(1) AWS specification (year of issue may be excluded) and classification, along with applicable optional designators
(2) Supplier's name and trade designation
(3) Size and net weight
(4) Lot, control, or heat number
E71T-11 Flux Core Welding Wire WARNING
gas shielded flux cored wire,Before use, read and understand the manufacturer's instructions, Material Safety Data Sheets (MSDSs), and your employer's safety practices.
stainless steel flux core wire types have too many kinds ,Keep your head out of the fumes.Use enough ventilation, exhaust at the arc, or both, to keep fumes and gases away from your breathing zone and the general area.Wear correct eye, ear, and body protection.
flux wire welder,Do not touch live electrical parts.See American National Standard, ANSI 249.1, Safety in Welding.
E71T-11 Flux Core Welding Wire FAQ
stainless steel flux cored mig wire 10 famous brand are which factory?
1:sanzhong, 2:giant, 3:bohler, 4:rural king, 5:lincoln, 6:hyundai, 7:blue demon, 8:esab, 9:Oxford, 10:golden bridge
gasless flux-cored mig wire supplier and factories or wholesale locates in such countries like?
China,America,Brazil,England,Russia,Poland,India,Pakistan,NewZealand,Korea,Australia,Dubai,Turkey,Indonesia,UAE.
How to choose a suitable gasless flux cored solder wire?or what type of filler wire is best for flux core stainless wire?
1. Welding workpiece should be done oil removal, rust removal treatment.
2. During welding , the gas flow is generally between 20 and 25 L / min .
3. When flux-cored wire is welded, the dry elongation should be 15 ~ 25 mm.
4. Welding wire warehouse humidity should be maintained no more than 60%.
5. Non-vacuum packaging wire storage time should not exceed half a year, vacuum packaging wire storage time should not exceed one year.
E71T-1C and E71T-1M,Shielding gas designator.2 Indicates the type of shielding gas used for classification. The letter“C” indicates that the electrode is classified using 100% CO2 shielding gas. The letter “M” indicates that the electrode is classified using 75–80% Argon/balance CO2 shielding gas. When no designator appears in this position, it indicates that the electrode being classified is self-shielded and that no external shielding gas was used.
Notes:solder wire with flux
a. Sizes and net weights other than those specified may be supplied as agreed between supplier and purchaser.
b. ID = inside diameter, OD = outside diameter
c. Tolerance on net weight shall be ±10%.
d. As agreed between supplier and purchaser.
E71T-11 Flux Core Welding Wire Description and Intended Use
This specification contains many different classifications of flux cored electrodes. The usability designation
(1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, or the letter“G” or the letters “GS”) in each classification indicates a
general grouping of electrodes that contain similar flux or core components and which have similar usability
characteristics, except for the “G” classification where usability characteristics may differ between similarly
classified electrodes.
E71T-11 Classification. Electrodes of this classification are self-shielded, operate on DCEN, and have a smooth spray-type transfer. They are general purpose electrodes for single- and multiple-pass welding
in all positions. Their use is generally not recommended on thicknesses greater than 3/4 in [19 mm]. The electrode manufacturer should be consulted for specific recommendations.
 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Dansk
Dansk اردو
اردو বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel Māori
Māori नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Български
Български Kurdî
Kurdî Кыргызча
Кыргызча


















































 简体中文
简体中文